وصف المنتجات
هيكل الصلب ورشة معدنية سابقة التجهيز
(1)ما هو المبنى الفولاذي المصمم مسبقًا؟
تعتبر المباني الفولاذية المصنوعة من البولي إيثيلين (PE) هياكل فولاذية مبنية على مفهوم هيكلي للأعضاء الأساسيين والأعضاء الثانوية والأبنية السقفي والجدار المتصلة ببعضها البعض ومكونات البناء الأخرى المختلفة.
يمكن تزويد هذه المباني بإضافات هيكلية وغير هيكلية مختلفة مثل المناور ومصابيح الحائط وفتحات التهوية العالية وفتحات التهوية وفتحات التهوية شاشات السقف والأبواب والنوافذ والسنابات والأرضيات الفرعية والفاشيا الكوابيس، وأنظمة الرافعة، والعزل، وما إلى ذلك، وفقًا لمتطلبات العميل. تم تصميم جميع المباني الفولاذية خصيصًا لتكون أخف وزنًا وأكثر قوة.
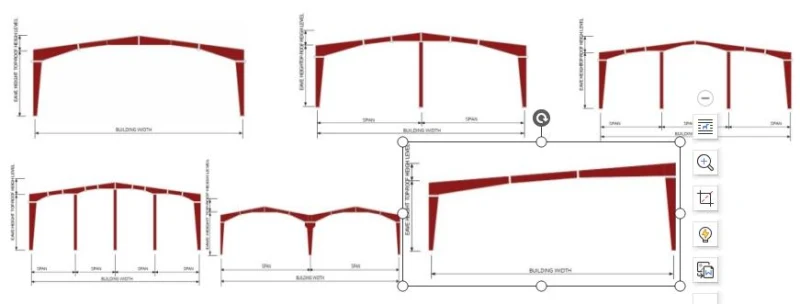
(2)طراز المباني الفولاذية سابقة الهندسة
(1)ما هو المبنى الفولاذي المصمم مسبقًا؟
تعتبر المباني الفولاذية المصنوعة من البولي إيثيلين (PE) هياكل فولاذية مبنية على مفهوم هيكلي للأعضاء الأساسيين والأعضاء الثانوية والأبنية السقفي والجدار المتصلة ببعضها البعض ومكونات البناء الأخرى المختلفة.
يمكن تزويد هذه المباني بإضافات هيكلية وغير هيكلية مختلفة مثل المناور ومصابيح الحائط وفتحات التهوية العالية وفتحات التهوية وفتحات التهوية شاشات السقف والأبواب والنوافذ والسنابات والأرضيات الفرعية والفاشيا الكوابيس، وأنظمة الرافعة، والعزل، وما إلى ذلك، وفقًا لمتطلبات العميل. تم تصميم جميع المباني الفولاذية خصيصًا لتكون أخف وزنًا وأكثر قوة.
(2)طراز المباني الفولاذية سابقة الهندسة
(3)تطبيقات المباني الفولاذية سابقة الهندسة
تُعد المباني المصممة مسبقًا أكثر الحلول مرونة للمتعاقدين والمالكين. مع مزايا التكلفة المنخفضة والمتانة العالية والتحكم في الجودة بشكل مثالي والسرعة في التركيب؛ يتم استخدام وحدات PEBs لتطبيقات مختلفة مثل المصانع والمستودعات ومركز اللوجستيات وقاعات العرض ومراكز التسوق المدارس والمستشفيات والمباني المجتمعية، إلخ...
تطبيق PEBs:
الصناعة: المصانع، ورش العمل، المخازن، مخازن البرد، مصانع الصلب، مصنع التجميع

تجارية: صالات عرض، محلات السوبر ماركت، مكاتب، مراكز تسوق، قاعات عرض، المطاعم، المراكز اللوجستية، المباني متعددة الاستخدامات

العامة: المدارس والمستشفيات وقاعات المؤتمرات والملاهور والمتاحف ملاعب
أخرى: المزارع، ملاجئ المرافق، محطات المضخة، قطع الطائرات، محطات المطار
(4)لماذا ينبغي علينا اختيار المباني الفولاذية المعدة مسبقًا؟
1) توفير التكاليف
قد يكون السعر لكل متر مربع أقل بنسبة 25% إلى 30% من المباني الفولاذية التقليدية. تكلفة إنشاء الموقع منخفضة بسبب أوقات الانتصاب الأسرع وعملية الانتصاب الأسهل.
2. سرعة التوصيل
يتم تصنيع جميع المكونات الفولاذية في المصنع ويتم ربطها بمسامير في الموقع. لذا، فإن عملية الانتصاب سريعة، خطوة بخطوة، وسهلة التركيب وتتطلب معدات بسيطة. تقليل وقت البناء المطلوب بنسبة 60% مقارنة بمبنى البناء التقليدي "أر سي" (الخرسانة المسلحة).
3. المرونة
تتميز المباني الفولاذية سابقة التصميم بالمرونة في أي متطلبات تصميم، ويسهل توسيعها في المستقبل، كما أنها تتسم أيضًا بالتوفير مع انخفاض تكاليف النقل.
4) كفاءة الطاقة
واليوم أصبحت المباني التي تم تصميمها هندسياً مسبقاً تشكل الحل الأخضر للبيئة مع الحد من ثاني أكسيد الكربون، وكفاءة استخدام الطاقة، وقابلية إعادة التدوير.
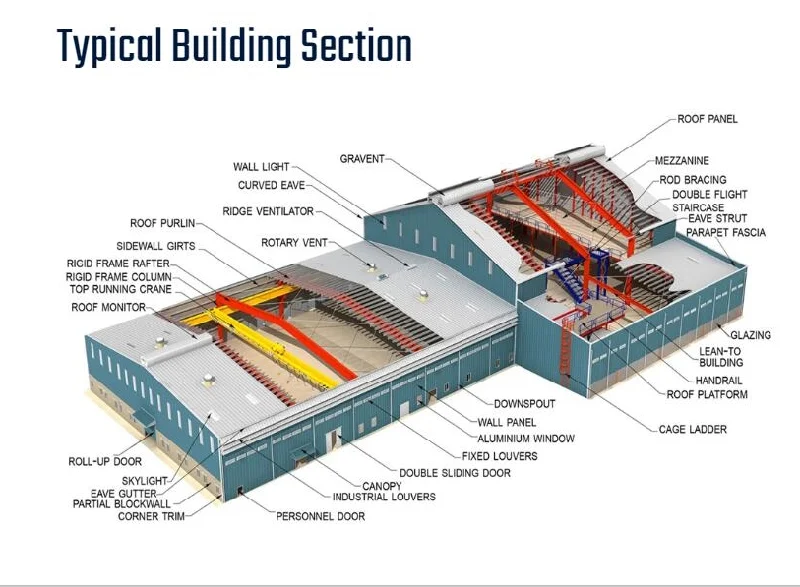
(5)مكونات مبنى من الصلب تم تصميمه مسبقًا:
تتكون المباني المعدنية المصممة مسبقًا من المكونات التالية:
(5)مكونات مبنى من الصلب تم تصميمه مسبقًا:
تتكون المباني المعدنية المصممة مسبقًا من المكونات التالية:
الأعضاء الأساسيين / الإطارات الرئيسية
الأعضاء الثانويون / الأعضاء الباردة
ألواح السقف والحائط
الملحقات، الأداء، نظام الرافعة، النظام الأوسط، العزل، إلخ.
لوحات السندويتشات
الأعضاء الأساسيين / الإطارات الرئيسية
الأعضاء الأساسيين هم أعضاء التحميل الرئيسي والدعم في مبنى تم تصميمه مسبقًا. يتضمن أعضاء الإطار الرئيسي أعمدة، وصائعو، وأعضاء آخرين داعمين. يختلف شكل وحجم هؤلاء الأعضاء بحسب التطبيق والمتطلبات.
الأعضاء الثانويون / الأعضاء الباردة
يشير الإطار الهيكلي الثانوي إلى الأريلين، والخصر، والدعامات EAVE، وشد الرياح، وشد الشفة، زوايا القاعدة والمشابك والأجزاء الهيكلية المتنوعة الأخرى.
فالحدات والدعامات المصنوعة من الحديد الزهر والدعامات EAVE هي أعضاء فولاذية مشوّلة على البارد، والتي تتمتع بقوة إنتاجية تبلغ 345 ميجاباسكال (50000 رطل لكل بوصة مربعة)، كما أنها تتوافق مع المواصفات المادية للغيغا بايت/ISO/CE أو ما يعادلها.
ألواح/ألواح السقف والجدار
يبلغ سمك اللوحات الفولاذية القياسية 0,3 أو 0,4 0,5 مم أو 0,6 مم، كما يبلغ الحد الأدنى لقوة الإنتاجية 345 ميجاباسكال. فالألواح الفولاذية مغمسة ساخنة وملفنة بالزنك أو طبقة من الألومنيوم الزنك. تتم معالجة المادة الأساسية مسبقًا قبل وضع بطانة مقاومة للتآكل ومعطف علوي. يبلغ سمك الطبقة المطلية مجتمعين 25 ميكرون على الجانب الأمامي و12 ميكرون على الجانب الخلفي.
أكسسوارات البناء الأخرى
تتضمن ملحقات المبنى الأخرى مسامير تثبيت، مثبتات (مسامير، صواميل، شكال ربط، مسامير توسعة)، أدوات التخلّص، والأقماع، والأبواب، والنوافذ، وأجهزة التهوية، ولوحات النافذة العلوية، وفتحات التهوية، وكل المواد الأخرى المتعلقة بالمباني.
(6)برنامج التصنيع وبيان الطريقة في الهيكل الفولاذي:
الغرض من بيان الطريقة هو وصف المبادئ التوجيهية والمنهجية التي تتبعها شركتنا خلال تصنيع، وتفجير، وطلاء، وإمداد البنية المعدة مسبقًا لأي من مشاريع بناء الصلب.
فالحدات والدعامات المصنوعة من الحديد الزهر والدعامات EAVE هي أعضاء فولاذية مشوّلة على البارد، والتي تتمتع بقوة إنتاجية تبلغ 345 ميجاباسكال (50000 رطل لكل بوصة مربعة)، كما أنها تتوافق مع المواصفات المادية للغيغا بايت/ISO/CE أو ما يعادلها.
ألواح/ألواح السقف والجدار
يبلغ سمك اللوحات الفولاذية القياسية 0,3 أو 0,4 0,5 مم أو 0,6 مم، كما يبلغ الحد الأدنى لقوة الإنتاجية 345 ميجاباسكال. فالألواح الفولاذية مغمسة ساخنة وملفنة بالزنك أو طبقة من الألومنيوم الزنك. تتم معالجة المادة الأساسية مسبقًا قبل وضع بطانة مقاومة للتآكل ومعطف علوي. يبلغ سمك الطبقة المطلية مجتمعين 25 ميكرون على الجانب الأمامي و12 ميكرون على الجانب الخلفي.
أكسسوارات البناء الأخرى
تتضمن ملحقات المبنى الأخرى مسامير تثبيت، مثبتات (مسامير، صواميل، شكال ربط، مسامير توسعة)، أدوات التخلّص، والأقماع، والأبواب، والنوافذ، وأجهزة التهوية، ولوحات النافذة العلوية، وفتحات التهوية، وكل المواد الأخرى المتعلقة بالمباني.
(6)برنامج التصنيع وبيان الطريقة في الهيكل الفولاذي:
الغرض من بيان الطريقة هو وصف المبادئ التوجيهية والمنهجية التي تتبعها شركتنا خلال تصنيع، وتفجير، وطلاء، وإمداد البنية المعدة مسبقًا لأي من مشاريع بناء الصلب.
A:إجراء استلام المواد:
تحقق من استلام المستندات وكمية المواد المستلمة حسب المخازن.
قم بإرسال الحمل لفحص مراقبة الجودة حسب المتاجر.
يجب أن تقوم مراقبة الجودة، كأول فحص، بإجراء فحص بصري للتأكد من حالة السطح وأي أضرار بما في ذلك حالة التغليف والتغليف.
يجب أن تقوم QC بإجراء الفحص البُعدي إذا كانت المادة التي تم العثور عليها مقبولة في الفحص البصري وستعود المادة إلى المورد إذا تم رفضها.
في الفحص البُعدي، تقوم مراقبة الجودة بفحص جميع الأبعاد فوق الأخرى مثل الطول والعرض والعمق والسمك ، إلخ
وبمجرد قبول المادة في الفحص البُعدي، سيتم التحقق من المستندات الداعمة مثل MTC بواسطة QC لضمان تطابق رقم الحرارة في المادة مع رقم الحرارة في المادة المستلمة.
تقوم مراقبة الجودة بإعداد تقرير فحص المواد الواردة وفقًا لعمليات الفحص التي تم تنفيذها أعلاه.
قم بإرسال الحمل لفحص مراقبة الجودة حسب المتاجر.
يجب أن تقوم مراقبة الجودة، كأول فحص، بإجراء فحص بصري للتأكد من حالة السطح وأي أضرار بما في ذلك حالة التغليف والتغليف.
يجب أن تقوم QC بإجراء الفحص البُعدي إذا كانت المادة التي تم العثور عليها مقبولة في الفحص البصري وستعود المادة إلى المورد إذا تم رفضها.
في الفحص البُعدي، تقوم مراقبة الجودة بفحص جميع الأبعاد فوق الأخرى مثل الطول والعرض والعمق والسمك ، إلخ
وبمجرد قبول المادة في الفحص البُعدي، سيتم التحقق من المستندات الداعمة مثل MTC بواسطة QC لضمان تطابق رقم الحرارة في المادة مع رقم الحرارة في المادة المستلمة.
تقوم مراقبة الجودة بإعداد تقرير فحص المواد الواردة وفقًا لعمليات الفحص التي تم تنفيذها أعلاه.
ب:تحضير المواد
سيقوم قسم التصميم والتطوير بعمل رسومات هيكلية للمشروع. وكما هو الحال بالنسبة للرسوم، ستقوم إدارة الإنتاج بإعداد المواد. وينقسم إعداد البنود إلى قسمين.
تحضير الأطباق
يتم نقل الرسومات إلى أي جهاز تخزين باستخدام برنامج الخبير.
يجب نسخ هذه الرسومات إلى ماكينة معالجة اللوحات.
ووفقا للرسوم، يجري إعداد البنود .
ستشعر الآلة التلقائية طول اللوحة وستنفذ معالجة اللوحات وفقًا لملفات NC التي يتم تغذيتها في برامج الخبراء. سيؤدي ثقب علامة الجزء على اللوحة أولاً.
سيتم حفر اللوحات وفقًا لملفات NC في الماكينة.
سيتم قطع اللوحات في البلازما في النهاية.
تحضير الأشعة/الأنابيب ، إلخ
يتم إعداد رسومات التصنيع بواسطة قسم التصميم وسيتم إدخالها في ماكينة القطع والحفر الآلية.
بعد ذلك ستقوم الآلة المؤتمتة بالتنقيب حيث يكون ذلك مطلوبًا كما هو مذكور في الرسومات.
بعد إكمال عملية القطع والحفر، سيتم نقل المهمة من ماكينة الثقب إلى قسم الملاءمة.
تحضير الأطباق
يتم نقل الرسومات إلى أي جهاز تخزين باستخدام برنامج الخبير.
يجب نسخ هذه الرسومات إلى ماكينة معالجة اللوحات.
ووفقا للرسوم، يجري إعداد البنود .
ستشعر الآلة التلقائية طول اللوحة وستنفذ معالجة اللوحات وفقًا لملفات NC التي يتم تغذيتها في برامج الخبراء. سيؤدي ثقب علامة الجزء على اللوحة أولاً.
سيتم حفر اللوحات وفقًا لملفات NC في الماكينة.
سيتم قطع اللوحات في البلازما في النهاية.
تحضير الأشعة/الأنابيب ، إلخ
يتم إعداد رسومات التصنيع بواسطة قسم التصميم وسيتم إدخالها في ماكينة القطع والحفر الآلية.
بعد ذلك ستقوم الآلة المؤتمتة بالتنقيب حيث يكون ذلك مطلوبًا كما هو مذكور في الرسومات.
بعد إكمال عملية القطع والحفر، سيتم نقل المهمة من ماكينة الثقب إلى قسم الملاءمة.
C:ملاءمة
وتصدر رسومات التصنيع من قبل مهندس الإنتاج إلى مشرف الإنتاج من أجل التنفيذ من حيث الأولوية
وتقدم هذه الرسوم إلى المصنع من أجل ملاءمة الوظيفة.
تقوم المصنع بجمع العوارض المعدة وعناصر تفاصيل التوصيل الأخرى لتتناسب مع الوظيفة.
يتم تثبيت العناصر الأخرى مثل اللوحات الطرفية ولوحات القماش ومتصلب القوام ومربط المسامير القهرية ومربط زاوية البقاء، إلخ ، في الأماكن المناسبة المذكورة في رسم التصنيع بواسطة اللحام النقطي.
وبعد اكتمال عملية التركيب، ستقدم إدارة الإنتاج إلى قسم مراقبة الجودة لفحصها.
وتقدم هذه الرسوم إلى المصنع من أجل ملاءمة الوظيفة.
تقوم المصنع بجمع العوارض المعدة وعناصر تفاصيل التوصيل الأخرى لتتناسب مع الوظيفة.
يتم تثبيت العناصر الأخرى مثل اللوحات الطرفية ولوحات القماش ومتصلب القوام ومربط المسامير القهرية ومربط زاوية البقاء، إلخ ، في الأماكن المناسبة المذكورة في رسم التصنيع بواسطة اللحام النقطي.
وبعد اكتمال عملية التركيب، ستقدم إدارة الإنتاج إلى قسم مراقبة الجودة لفحصها.
د:اللحام&طحن
إجراء اللحام التلقائي (ARC) المغمور
يخطط مشرف الإنتاج للوظائف المطلوب لحامها.
يجب إجراء اللحام فقط للبنود التي يتم تركيبها وقبولها بواسطة QC.
نظف الموقع الذي يجب إجراء اللحام فيه خاليًا من الغبار والزيت والشحم، إلخ.
اضبط التغذية السلكية والجهد الكهربي للحام.
لا يجب أن يتجاوز حجم فيليه سمك الجزء الأصغر ما لم يتم تحديد خلاف ذلك في الرسم.
سيتم الاحتفاظ بمعلمات حجم ملف التعريف وفقًا مخطط معروض في منطقة اللحام التي تعتمد على الإعداد على الطراز GB50661-2011 القياسي
بعد اللحام، قم بإزالة العوابث وخبث المعادن تمامًا.
قم بتجليخ الثقوب والحواف الحادة والتعزيزات الزائدة.
عرض مراقبة الجودة للفحص.
الإجراء - اللحام MIG
يخطط مشرف الإنتاج للوظائف المطلوب لحامها.
يجب إجراء اللحام فقط للبنود التي يتم تركيبها وقبولها بواسطة QC.
نظف الموقع الذي يجب إجراء اللحام فيه خاليًا من الغبار والزيت والشحم، إلخ.
اضبط التغذية السلكية والجهد الكهربي للحام.
لا يجب أن يتجاوز حجم فيليه سمك الجزء الأصغر ما لم يتم تحديد خلاف ذلك في الرسم.
سيتم الاحتفاظ بمعلمات حجم ملف التعريف وفقًا مخطط معروض في منطقة اللحام التي تعتمد على الإعداد على الطراز GB50661-2011 القياسي
بعد اللحام، قم بإزالة العوابث وخبث المعادن تمامًا.
قم بتجليخ الثقوب والحواف الحادة والتعزيزات الزائدة.
عرض مراقبة الجودة للفحص.
يخطط مشرف الإنتاج للوظائف المطلوب لحامها.
يجب إجراء اللحام فقط للبنود التي يتم تركيبها وقبولها بواسطة QC.
نظف الموقع الذي يجب إجراء اللحام فيه خاليًا من الغبار والزيت والشحم، إلخ.
اضبط التغذية السلكية والجهد الكهربي للحام.
لا يجب أن يتجاوز حجم فيليه سمك الجزء الأصغر ما لم يتم تحديد خلاف ذلك في الرسم.
سيتم الاحتفاظ بمعلمات حجم ملف التعريف وفقًا مخطط معروض في منطقة اللحام التي تعتمد على الإعداد على الطراز GB50661-2011 القياسي
بعد اللحام، قم بإزالة العوابث وخبث المعادن تمامًا.
قم بتجليخ الثقوب والحواف الحادة والتعزيزات الزائدة.
عرض مراقبة الجودة للفحص.
الإجراء - اللحام MIG
يخطط مشرف الإنتاج للوظائف المطلوب لحامها.
يجب إجراء اللحام فقط للبنود التي يتم تركيبها وقبولها بواسطة QC.
نظف الموقع الذي يجب إجراء اللحام فيه خاليًا من الغبار والزيت والشحم، إلخ.
اضبط التغذية السلكية والجهد الكهربي للحام.
لا يجب أن يتجاوز حجم فيليه سمك الجزء الأصغر ما لم يتم تحديد خلاف ذلك في الرسم.
سيتم الاحتفاظ بمعلمات حجم ملف التعريف وفقًا مخطط معروض في منطقة اللحام التي تعتمد على الإعداد على الطراز GB50661-2011 القياسي
بعد اللحام، قم بإزالة العوابث وخبث المعادن تمامًا.
قم بتجليخ الثقوب والحواف الحادة والتعزيزات الزائدة.
عرض مراقبة الجودة للفحص.

E:التفجير
التعامل مع المواد وتحضيرها قبل التفجير
قبل بدء أي عمل، يقوم فورمان بتنفيذ برنامج Tool Box Talk لكل مهمة تتعلق بالتفجير التلقائي ومرحلة التفجير اليدوي. وتحصن منطقة العمل بإشعارات إعلامية توضع لتنبيه المارة بالعملية في داخلها.
يسجل فورمان هوية الصلب المفتعل الذي سيتم تفجره على أساس التحول لأغراض التتبع.
يجب سحق الأجزاء الفولاذية للمواد الخام التي سيتم تفجيرها على رف "التغذية الداخلية". يجب أن يكون الحامل "داخل التغذية" مخصصًا وأن يكون مستوىً مع بكرات الناقل. ويخطط لجميع عمليات التزوير قبل قائمة البنود. يجب أن يكون جميع الموظفين المعنيين مدربين ومؤهلين للعمل الذي يقومون به.
بمجرد وضع المادة الخام على رف "التغذية الداخلية"، يمكن تنظيفها بالهواء عالي الضغط لإزالة الغبار الموجود على سطح العنصر.
تحميل الناقل في التغذية
وبمجرد تنظيف الماكينة، يتم تغذية المواد في حجرة الماكينة الآلية عبر الناقل. تتكون الغرفة من رواق داخل ومخرج، على أن تكون الستائر المطاطية المعلقة، والتي تعمل على منع تسرب المواد الكاشطة أثناء عملية التفجير .
التفجير التلقائي للمواد بتنسيق RAW
سيتم تدريب مشغل الماكينة على استخدامه. خلال مرحلة التشغيل، سيقوم المورد بتدريب الأفراد المحددين على الاستخدام الآمن للماكينة وصيانتها. وسيسمح لهؤلاء الأفراد وحدهم بتشغيل لوحة التحكم بالماكينة.
وفي غرفة الانفجار المركزية، تدور ست عجلات مركبة داخليا بسرعة عالية، وألقوا خليط العمل بالفولاذ بسرعة عالية مباشرة على الركيزة الفولاذية، وهو نشاط التفجير الفعلي. ومع تحرك العوارض الهيكلية ببطء عبر الغرفة، فإنها تظهر عبر رواق الخروج الذي تم تنظيفه بالكامل (الصف - الصف - الصف الثاني - الصف الثاني - الثاني - الثاني - الثاني). يجب ألا يعالج العملاء الأشعة أو يمسها أثناء عملية التفجير. وبمجرد الخروج بالكامل، يتم لفها مرة أخرى يدويًا من الناقل على "حامل تغذية للخارج" جاهز للتحضير.
يجب على جميع العاملين في ماكينة التفجير الآلية ارتداء معدات الحماية الشخصية (PPE) كاملة بالإضافة إلى حماية الأذن عند التواجد بالقرب من الماكينة مباشرة. يجب وضع اللافتات على الماكينة لتذكير الموظفين بالالتزام بهذه المتطلبات.
و:رسم مواد مُصنَّعة
يتم استخدام الطلاء عادة مرة واحدة في اليوم بعد الظهر، بمجرد اكتمال أعمال التفجير المجدولة في اليوم. قبل استخدام الطلاء الأولي، يجب أن تقوم QC بفحص الأسطح المُنسفَقة للتحقق من المعايير المطلوبة في ITP المعتمدة. أي منطقة (مناطق) تعتبر أنها قد قصرت عن المعيار المطلوب سوف تتطلب إعادة التفجير إما من خلال القيادة عبر غرفة الانفجار مرة أخرى، أو من خلال مدفع تفجير الحقن إذا أمكن، أثناء التواجد على رف التغذية. أي "صهر" أي تفجير يتم بواسطة وعاء صغير سوف يستخدم خبث النحاس كمادة كاشطة .
بمجرد قبول السطح المُنسفَف من قبل QC، يمكن بدء استخدام الطلاء الأولي، شريطة أن تكون فحوصات الظروف المحيطة مرضية. يجب التحقق منها وتسجيلها قبل أي تطبيق أو كل تطبيق. لكي تتقدم الطلاءات، يجب أن يكون السطح على الأقل 3 درجات مئوية فوق درجة حرارة نقطة الندى، ويجب أن تكون الرطوبة النسبية 85% أو أقل. يجب أن يكون السطح جافًا وخاليًا من الزيت والشحم والأملاح القابلة للذوبان والنتوءات والحواف الحادة أو التركيبات المرئية، وألا يزيد درجة حرارته عن 40 درجة مئوية.
التطبيق
قبل أن تقوم مراقبة جودة التطبيقات بفحص الغلاف الجوي وفقًا GB50205-2001
الدرجة القياسية: درجة حرارة الهواء 5-40 درجة مئوية
درجة حرارة الركيزة 23-40 درجة مئوية
الرطوبة النسبية 50-85 %
بمجرد قبول السطح المُنسفَف من قبل QC، يمكن بدء استخدام الطلاء الأولي، شريطة أن تكون فحوصات الظروف المحيطة مرضية. يجب التحقق منها وتسجيلها قبل أي تطبيق أو كل تطبيق. لكي تتقدم الطلاءات، يجب أن يكون السطح على الأقل 3 درجات مئوية فوق درجة حرارة نقطة الندى، ويجب أن تكون الرطوبة النسبية 85% أو أقل. يجب أن يكون السطح جافًا وخاليًا من الزيت والشحم والأملاح القابلة للذوبان والنتوءات والحواف الحادة أو التركيبات المرئية، وألا يزيد درجة حرارته عن 40 درجة مئوية.
التطبيق
قبل أن تقوم مراقبة جودة التطبيقات بفحص الغلاف الجوي وفقًا GB50205-2001
الدرجة القياسية: درجة حرارة الهواء 5-40 درجة مئوية
درجة حرارة الركيزة 23-40 درجة مئوية
الرطوبة النسبية 50-85 %

يجب وضع الطلاء حيثما أمكن عن طريق الرذاذ بدون هواء. سيتم فحص مواد الطلاء للتأكد من توافقها مع قيود عمر الرف ودرجة الحرارة ورقم المجموعة. يجب فحص نسبة الخلط وحجم الطرف وطريقة الإثارة بواسطة QC لضمان الالتزام بتوصيات الشركة المصنعة المعتمدة لتعليام الطلاء وITP. كما سيتم مراقبة حياة الوعاء عند خلطها. يجب استخدام أدوات استعمال الرذاذ ذات الخبرة فقط في استخدام مواد الطلاء، ويجب على الجميع ارتداء معدات الحماية الشخصية المناسبة للمهمة.
أثناء التطبيق، يأخذ قضيب الرش قراءات WFT (سُمك الفيلم الرطب) وفقًا لـ ITP المعتمدة لضمان تحقيق الهدف الذي يقوم به WFT. سيتم إجراء فحوصات موضعية بواسطة QC للتحقق من التوافق مواصفات نظام الطلاء:
الطبقة الأولية: وفقًا لمتطلبات المشروع، المعطف الثاني: وفقًا لمتطلبات المشروع، المعطف الثالث: وفقًا لمتطلبات المشروع
TouchUp في الموقع - بعد التركيب
G:التحميل والشحن
استقبال المكونات النهائية من الإنتاج (قسم الطلاء) وتخزينها بشكل صحيح في إدارة العمل.
ترتيب الشاحنات من شركات الشاحنات التي وقعت على العقود، فور الحصول على تصريح العمل للتحميل.
يمكن أن يبدأ التحميل بمجرد تأكيد جميع التفاصيل.
يتم الاحتفاظ بنسخ من كافة المستندات في ملف المهمة.
(7)معيار الجودة والتحكم:
مع ضمان لمدة 20 سنة في صناعة بناء الصلب، تتمتع شركتنا بمعايير جودة البناء الصلب. لقد حصلنا على شهادة ISO9001 وCE. وفيما يلي المعيار ذي الصلة الذي نتتبعه بدقة فيما إذا كان تصميم وتصنيع المباني الفولاذية:
GB/T1591-2008/2018
GB/T11263-2010
GB/T 2518-2008
GB/T12754-2006
بريطانيا العظمى/T 1228-2006
وهنا نضرب مثالاً على العملية، والتصنيع، ومعيار مراقبة الجودة في حجم لحام الفتيليه.
1. الغرض
ولضمان جودة لحام الفتيليه، وتلبية المتطلبات الفنية للأعضاء الملحومة وتحسين توحيد معايير التصنيع، نقوم بصياغة هذه اللائحة بشكل خاص.
2) نطاق التطبيق
ينطبق هذا الدليل على التصميم، والتصنيق والفحص لحجم لحام الفتيليه.
3. حجم ساق لحام الفتيليه:
3.1. تعريف حجم ساق لحام فيليه (K):
طول القسطيتي من المثلث متطابق الضلعين الأقصى الذي تم جذبه من قسم طبقة لحام الفتيليه.
لمعرفة حجم ساق لحام الفتيليه بدون حز، يُرجى مراجعة الشكل التوضيحي رقم 1؛
لمعرفة حجم ساق لحام الفتيليه باستخدام PJP أو CJP Groove، يرجى مراجعة الرسم التوضيحي 2 (خذ CJP على سبيل المثال)
أثناء التطبيق، يأخذ قضيب الرش قراءات WFT (سُمك الفيلم الرطب) وفقًا لـ ITP المعتمدة لضمان تحقيق الهدف الذي يقوم به WFT. سيتم إجراء فحوصات موضعية بواسطة QC للتحقق من التوافق مواصفات نظام الطلاء:
الطبقة الأولية: وفقًا لمتطلبات المشروع، المعطف الثاني: وفقًا لمتطلبات المشروع، المعطف الثالث: وفقًا لمتطلبات المشروع
TouchUp في الموقع - بعد التركيب
G:التحميل والشحن
استقبال المكونات النهائية من الإنتاج (قسم الطلاء) وتخزينها بشكل صحيح في إدارة العمل.
ترتيب الشاحنات من شركات الشاحنات التي وقعت على العقود، فور الحصول على تصريح العمل للتحميل.
يمكن أن يبدأ التحميل بمجرد تأكيد جميع التفاصيل.
يتم الاحتفاظ بنسخ من كافة المستندات في ملف المهمة.
(7)معيار الجودة والتحكم:
مع ضمان لمدة 20 سنة في صناعة بناء الصلب، تتمتع شركتنا بمعايير جودة البناء الصلب. لقد حصلنا على شهادة ISO9001 وCE. وفيما يلي المعيار ذي الصلة الذي نتتبعه بدقة فيما إذا كان تصميم وتصنيع المباني الفولاذية:
GB/T1591-2008/2018
GB/T11263-2010
GB/T 2518-2008
GB/T12754-2006
بريطانيا العظمى/T 1228-2006
وهنا نضرب مثالاً على العملية، والتصنيع، ومعيار مراقبة الجودة في حجم لحام الفتيليه.
1. الغرض
ولضمان جودة لحام الفتيليه، وتلبية المتطلبات الفنية للأعضاء الملحومة وتحسين توحيد معايير التصنيع، نقوم بصياغة هذه اللائحة بشكل خاص.
2) نطاق التطبيق
ينطبق هذا الدليل على التصميم، والتصنيق والفحص لحجم لحام الفتيليه.
3. حجم ساق لحام الفتيليه:
3.1. تعريف حجم ساق لحام فيليه (K):
طول القسطيتي من المثلث متطابق الضلعين الأقصى الذي تم جذبه من قسم طبقة لحام الفتيليه.
لمعرفة حجم ساق لحام الفتيليه بدون حز، يُرجى مراجعة الشكل التوضيحي رقم 1؛
لمعرفة حجم ساق لحام الفتيليه باستخدام PJP أو CJP Groove، يرجى مراجعة الرسم التوضيحي 2 (خذ CJP على سبيل المثال)

3.2. متطلبات حجم ساق لحام الفتيليه:
3.2.1. يجب ألا يقل حجم لحام فيليه عن الرسم وقيم التصميم.
3.2.2. الحد الأدنى لحجم لحام فيليه K ≥ 1.5×،
T--سماكة عضو اللحام الأكثر سُمكًا (يمكننا استخدام سُمك أعضاء اللحام الأكثر سُمكًا عند لحامها بواسطة إلكترود قلوي منخفض الهيدروجين). يمكن تقليل الحد الأدنى لحجم لحام فيليه بمقدار 1 مم عند اعتماده بواسطة اللحام المقوس المدمج؛
يجب زيادة حجم لحام فيليه بمقدار 1 مم عند تطبيقه على لحام فيليه جانبي واحد في المقطع T.
عندما يكون السمك غير زائد ≤ 4 مم، يجب أن يكون الحد الأدنى لحجم لحام فيليه مماثلاً لسمك العضو.
3.2.3. الحد الأقصى لحجم لحام فيليه K ≤ 1.2 طن
T--سماكة أعضاء اللحام الأقل سُمكًا (باستثناء هيكل الأنبوب الفولاذي)
3.2.4. عند وجود لحام الفتيليه على حافة أعضاء اللحام (t)، لا يمكن أن يتجاوز حجم لحام الفتيليه حافة عضو اللحام، كما يلي الحد الأقصى لحجم اللحام:
1)عندما لا يكون ≤ 6 مم، K ≤;
2)عندما تكون >6 مم، K ≤-(1~2)مم
3.2.5. بالنسبة لحجم لحام الفتيليه في الثقوب الدائرية أو ثقوب الخنادق، لا يكون بحد أقصى (1/3)د
D- قطر فتحة دائرية أو قطر قصير لفتحة الخندق
3.2.6. بالنسبة لحجم لحام الفتيليه بدون حز، يجب ألا يزيد عن 17 مم. إذا كان يجب أن يكون أكثر من 17 مم بسبب الحمل، من العوامل الاقتصادية، يجب تغييره إلى لحام CJP أو PJP.
3.2.7. بالنسبة لحام فيليه الذي يتطلب CJP:K ≥ t/4، راجع صور 3(a)(b)(c) . بالنسبة لحجم لحام الفتيليه بين لوحة الويب ولوحة الشفة العليا من بعض الأعضاء المهمين (على سبيل المثال، إذا كان هناك متطلبات لتصميم الكلال)، أو شعاع الرافعة أو الأعضاء المشابهة، فقد يكون t/2 ولا يمكن أن يكون أكثر من 10 ملم في الوقت نفسه.
3.2.1. يجب ألا يقل حجم لحام فيليه عن الرسم وقيم التصميم.
3.2.2. الحد الأدنى لحجم لحام فيليه K ≥ 1.5×،
T--سماكة عضو اللحام الأكثر سُمكًا (يمكننا استخدام سُمك أعضاء اللحام الأكثر سُمكًا عند لحامها بواسطة إلكترود قلوي منخفض الهيدروجين). يمكن تقليل الحد الأدنى لحجم لحام فيليه بمقدار 1 مم عند اعتماده بواسطة اللحام المقوس المدمج؛
يجب زيادة حجم لحام فيليه بمقدار 1 مم عند تطبيقه على لحام فيليه جانبي واحد في المقطع T.
عندما يكون السمك غير زائد ≤ 4 مم، يجب أن يكون الحد الأدنى لحجم لحام فيليه مماثلاً لسمك العضو.
3.2.3. الحد الأقصى لحجم لحام فيليه K ≤ 1.2 طن
T--سماكة أعضاء اللحام الأقل سُمكًا (باستثناء هيكل الأنبوب الفولاذي)
3.2.4. عند وجود لحام الفتيليه على حافة أعضاء اللحام (t)، لا يمكن أن يتجاوز حجم لحام الفتيليه حافة عضو اللحام، كما يلي الحد الأقصى لحجم اللحام:
1)عندما لا يكون ≤ 6 مم، K ≤;
2)عندما تكون >6 مم، K ≤-(1~2)مم
3.2.5. بالنسبة لحجم لحام الفتيليه في الثقوب الدائرية أو ثقوب الخنادق، لا يكون بحد أقصى (1/3)د
D- قطر فتحة دائرية أو قطر قصير لفتحة الخندق
3.2.6. بالنسبة لحجم لحام الفتيليه بدون حز، يجب ألا يزيد عن 17 مم. إذا كان يجب أن يكون أكثر من 17 مم بسبب الحمل، من العوامل الاقتصادية، يجب تغييره إلى لحام CJP أو PJP.
3.2.7. بالنسبة لحام فيليه الذي يتطلب CJP:K ≥ t/4، راجع صور 3(a)(b)(c) . بالنسبة لحجم لحام الفتيليه بين لوحة الويب ولوحة الشفة العليا من بعض الأعضاء المهمين (على سبيل المثال، إذا كان هناك متطلبات لتصميم الكلال)، أو شعاع الرافعة أو الأعضاء المشابهة، فقد يكون t/2 ولا يمكن أن يكون أكثر من 10 ملم في الوقت نفسه.
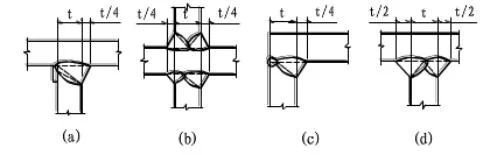
الشكل التوضيحي رقم 3
4) تحديد حجم لحام فيليه
وفقًا للمعيار وخبرتنا والعملية الفعلية، يجب أن تكون المتطلبات الخاصة بحجم لحام البتيليه كما يلي (فيما يتعلق بمتى لا يكون هناك طلب على الرسم ولكن يوجد طلب فحص):
| شكل ساق لحام فيليه | قيمة اللحام بفيليه K (حجم لحام الفتيليه) | ملاحظة |
| لحام فيليه بدون حز | K=(0.7~1)t و ≤15 مم | لمعظم المباني ذات البنية الفولاذية |
| ك=(0.5~0.6)ر | لتعزيز المضلع والأعضاء الثانويين الآخرين | |
| لحام فيليه بحز (CJP وPJP) | K=t/4 و K ≤ 10 مم | لمعظم المباني ذات البنية الفولاذية |
| K=t/2 و K ≤ 10 مم | الأعضاء المهمين (عوارض الرافعة أو الاتصال بين لوحات الويب والشفة لوحات الأعضاء المشابهة) |
ملاحظة: 1) سُمك عضو اللحام الأنحف
- بالنسبة لحامات فيليه السطح المقعر، يلزم أن تكون القيمة الفعلية المقاسة أعلى بمقدار 1 إلى 3 مم من حجم قدم لحام فيليه المحدد في الجدول أعلاه.(لأن ما تم قياسه ليس حجم لحام فيليه، فهو أكبر من حجم لحام فيليه)
- إذا تم وضع علامة على الرسم أو المستند الفني الخاص بحجم لحام البالوت على وجه التحديد، فسوف نتبعها بدقة.
يمكن تقييم الحد الأدنى لحجم لحام فيليه وفقًا للجدول التالي:
| سُمك المعدن الأصلي (t)(مم) | الحد الأدنى لحجم لحام فيليه |
| t ≤ 6 | 3 (الحد الأدنى للقيمة هو 5 لشعاع الرافعة) |
| 6 | 5 |
| 12 | 6 |
| t>20 | 8 |